In some cases you might want a 3D print with a very permeable structure. For example when using a 3D print as a mold for vacuforming, the permeability is used to transport the air out. Another example is when combining 3D printing materials with casting materials; in order to optimize the adhesion between the two materials, the casting materials permeates a bit into the 3D printed structure.
There are several ways in which to create such a structure. In this post I describe one which consists of a couple of simple Cura settings.
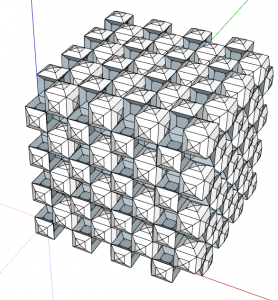
The idea is to print the whole object with infill only, so we set the Top/Bottom Thickness and the Wall Thickness to zero.
Then we set the Infill Pattern to Zig Zag and the Infill Density to 50%.
Now here’s the catch: we set the Infill Line Directions to [ 0,0,0,0,0,0,90,90,90,90,90,90 ]
We end up with a print which is rather porous and has little resistance to air flow.
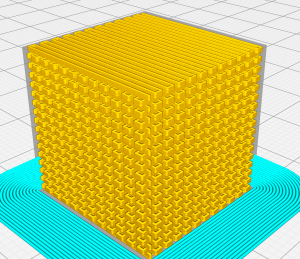
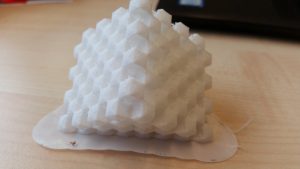
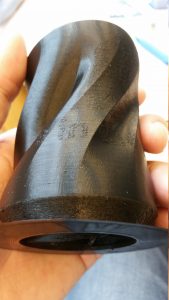
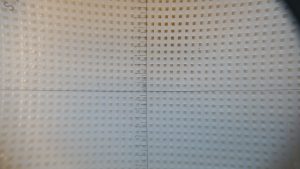
I’ve printed one with TPU. Here’s the result.
Top:
Side: